| Laserji v embalažni panogi | | J. Tušek*, T. Muhič**, K. Pompe** | |
|
Proizvodnja embalaže je področje industrije, ki je v zadnjih letih naredila ogromen korak v več smereh. Prva je prav gotovo v zvezi z materiali, druga je produktivnost v sami proizvodnji, tretja vodi k ekologiji in človeku prijaznim materialom in četrta k poenostavitvi reciklaže odpadne embalaže. Pri vsaki proizvodnji embalaže in njeni reciklaži, ne glede na vrsto materiala, iz katere je izdelana, potrebujemo orodje. Za embalažo iz umetnih snovi potrebujemo modele in orodja za brizganje plastike in orodja za preoblikovanje. Za embalažo iz papirja potrebujemo razne nože, škarje, stiskalnice in drugo pomožno orodje. Vsa orodja se med uporabo obrabljajo, lomijo ali kako drugače poškodujejo. Varjenje je edina znana tehnologija, s katero je mogoče poškodovana orodja sanirati in ponovno usposobiti za delo. Z razvojem laserja smo dobili popolnoma novo ustrezno orodje za popravilo poškodovanih orodij. |
|
Laser je ojačana svetlobna energija, ki ponuja številne aplikacije v industriji, medicini in drugje. V strojništvu se je uveljavil pri varjenju, rezanju, vrtanju, graviranju, merjenju, poliranju in še v drugih izdelovalnih in obdelovalnih tehnologijah. Reparaturno varjenje poškodovanih, obrabljenih ali izrabljenih strojnih elementov je področje, ki je še vedno v fazi stalnega razvoja.
Kaj je reparaturno varjenje
Varjenje (zvarjanje, navarjanje) je spajanje materialov v nerazdružljivo zvezo. Reparaturno varjenje je uporaba varjenja za popravilo zlomljenih, obrabljenih, okrušenih, razpokanih ali kako drugače poškodovanih strojnih elementov, da jih ponovno usposobimo za uporabo. Varjenje je poleg spajkanja edina znana tehnologija, s katero je mogoče poškodovane elemente ponovno usposobiti za uporabo. Zahtevna orodja in druge dele iz legiranih jekel danes najpogosteje varimo z laserjem.
V glavnem se danes reparaturno varjenje uporablja za popravilo orodij za tlačno litje barvnih kovin, nekoliko manj orodja za brizganje plastike in še manj druga orodja. Prav tako je mogoče z laserskim varjenjem sanirati poškodovana orodja in pripomočke, ki jih uporabljamo za izdelavo embalaže. Reparaturno pa varimo tudi razne okrušene zobnike, obrabljene gredi in obrabljene drsne ležaje, izrabljene zobe na gradbenih strojih, razpokane lopatice na raznih vodnih in drugih turbinah in druge poškodovane elemente. Večina prej navedenih proizvodov je izdelana iz materialov, ki imajo slabo varivost. To pomeni, da jih lahko uspešno varimo le pod določenimi pogoji, z dodatnimi ukrepi, s pravilno izbiro dodajnega materiala in z veliko znanja in izkušnjami.
Kaj je laser
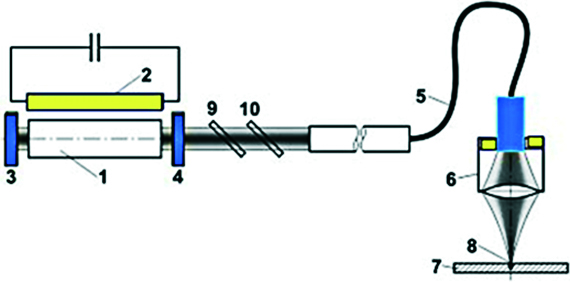
Že zgoraj smo navedli, da je laser ojačana in skoncentrirana svetloba, ki v svojem gorišču lahko doseže tudi 1010 W/m2, kar pomeni, da lahko vsak kovinski material v trenutku uparimo. Laserske naprave delimo po različnih kriterijih. Pri spajanju in rezanju materialov razlikujemo laserje glede na valovno dolžino, medij, v katerem laserski žarek nastane, namen uporabe, moč, porazdelitev energije v gorišču laserja, krmiljenje in podobno. Za reparaturno varjenje danes najpogosteje uporabljamo trdninske laserje, ki omogočajo delovanje z laserskimi pulzi (bliski) in vodenje laserskega žarka prek optičnega kabla.
Lasersko reparaturno varjenje orodij za izdelavo embalaže
Pri izdelavi embalaže najpogosteje uporabljamo orodja za brizganje plastike, razne škarje, nože in podobno. Lasersko reparaturno varjenje se je v praksi za sanacijo navedenih elementov začelo uporabljati ob koncu devetdesetih let prejšnjega stoletja. V zadnjem obdobju je doživelo velik razcvet. Danes si ne moremo predstavljati, da ne bi orodij, ki se med delom izrabijo, popravili z laserjem. Z laserskim reparaturnim varjenjem lahko v proizvodnji veliko prihranimo. Z laserjem lahko izžlebimo razpoko in del materiala okoli nje. V tako pripravljen žleb lahko navarimo eno vrsto materiala ali pa tudi več. Najprimerneje je, da se v korenski varek vnese mehek in žilav material in da se v polnilne in temenske varke navari material z zahtevanimi mehanskimi in drugimi lastnostmi. Z laserskim žarkom lahko tudi navarjamo obrabljene površine. Kot dodajni material lahko uporabimo prašek ali tanko žico. Če uporabimo prašek, lahko ta na mesto varjenja doteka ob žarku, da se topi v njem in na površino pada v tekoči fazi, ali pa ga nasipavamo pred laserski žarek in ga talimo na sami površini obdelovanca. Varilno žico lahko na mesto varjenja dovajamo avtomatsko ali ročno. Za reparaturno varjenje orodij ali drugih strojnih elementov zapletenih oblik varilno žico najpogosteje na mesto varjenja dovajamo ročno. V vseh primerih pa za sanacijo orodij uporabljamo tanke žice premera 0,2 do 0,6 milimetra. Za večje površine oziroma za večja orodja lahko postopek avtomatiziramo ali celo robotiziramo. Za vsa reparaturna varjenja legiranih jekel in drugih zlitin, ki jih uporabljamo za orodja, je izbira dodajnega materiala ključnega pomena. Glede na vrsto materiala, iz katerega so izdelana orodja, v praksi najpogosteje varimo orodna jekla, bakrove zlitine, vse druge vrste materialov pa precej manj.
Prikaz sanacije nekaterih primerov poškodb na strojnih elementih
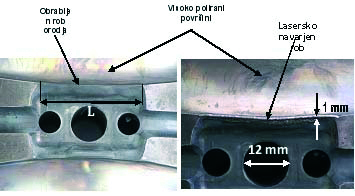
Na sliki 2 sta prikazani dve fotografiji. Na levi vidimo del orodja za brizganje plastične embalaže. Površina orodja, kjer se plastika ohlaja in strjuje, je visoko polirana. Na obeh fotografijah je ta površina vidna in označena. Na levi fotografiji je označen rob, ki je obrabljen in med brizganjem pride do prelivanja. Vidimo, da je napaka zelo majhna in skoraj ni opazna. Na desni pa vidimo z laserjem izdelan var na robu. To je primer sanacije orodja, ki ga je mogoče izvesti le z laserskim žarkom z zelo tanko žico, z ustrezno lasersko napravo in z izkušenim varilcem. Vsi drugi postopki varjenja in druge znane tehnologije varjenja tu ne pridejo v poštev. Z vsakim obločnim varjenjem bi tu naredili več škode kot koristi.
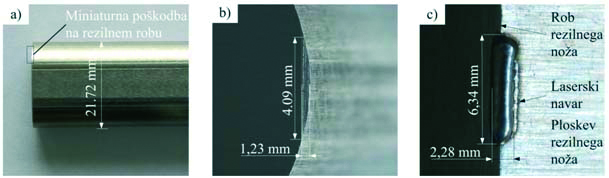
Na sliki 3a in 3b je prikazan primer okrušenega noža za prebijanje pločevine, kartona ali drugega materiala. Nož je izdelan iz orodnega jekla in toplotno izboljšan. Njegova trdota znaša okoli 60 Hrc. Poškodba je glede dimenzij in mase relativno majhna. Celotna masa orodja znaša okoli 500 gramov, masa okrušenega materiala pa manj kot 0,05 grama. To pomeni, da količina dodajnega materiala in čas varjenja ne predstavljata nobenega stroška. Uporaba klasičnega obločnega varjenja bi bila vsekakor neprimerna. Tudi z varjenjem TIG ali z mikroplazmo bi to napako le s težavo odpravili. V obeh primerih je vnos energije za raztalitev osnovnega materiala in varilne žice zelo velik in s tem celoten postopek pregrob. Z vneseno toploto bi poškodovali mehanske lastnosti okoli vara.
To pomeni, kot smo navedli zgoraj, da lahko uporabimo le laserski žarek in zelo tanko žico. Na sliki 3c je navar na rezilnem robu noža prikazan in z merami kotiran. Tako natančen var je mogoče izdelati samo z zelo tanko žico, z izkušenim in izobraženim varilcem in z ustrezno opremo.
Priprava tehnologije reparaturnega varjenja
Priprava tehnologije varjenja, ki obsega izbiro postopka, optimiranje varilnih parametrov, izbiro dodajnega materiala in druge številne ukrepe pred varjenjem med njim in po njem igra pri vsaki sanaciji poškodovanega elementa odločilno vlogo. To še posebno velja, če uporabimo lasersko tehnologijo. V številnih primerih danes v praksi opazimo pomanjkljivo pripravo celotne tehnologije reparaturnega varjenja, zato rešitev ni uspešna.
Ko ugotovimo, za kakšen strojni element gre in za kakšno poškodbo, moramo najprej ugotoviti vrsto materiala, njegovo kemično sestavo in celotno njegovo zgodovino toplotne obdelave. Nato moramo pripraviti zvarni žleb in zvarni stik. Razpoko moramo izžlebiti in površine popolnoma očistiti. Izbrati moramo dodajni material s pravilno kemično sestavo, obliko in dimenzijami. Vedeti moramo, da med varjenjem vedno nekaj elementov iz dodajnega in osnovnega materiala odgori, ker so se uparili ali pa so se vezali z drugimi elementi in splavali na površino kot žlindra. Dodajni material moramo pred varjenjem dobro mehansko, kemično ali pa z ultrazvokom očistiti.
Ogrevanje varjenca in dodajnega materiala je pri laserskem varjenju mnogo hitrejše kot ogrevanje pri klasičnem varjenju. To pa pogosto pomeni drugačne metalurške in druge spremembe v materialu. Običajno je pri laserskem varjenju zelo malo taline, kar pomeni, da se po varjenju zelo hitro ohladi. In vse to vpliva na mehanske in druge lastnosti vara.
Nekatere materiale moramo pred varjenjem predgreti, nekatere moramo variti v vročem in druge v »hladnem«. Nekatere materiale moramo med varjenjem, ko se var ohlaja, kovati, druge moramo po varjenju toplotno žariti, da odpravimo napetost.
Sklep
Večletne izkušnje pri laserskem reparaturnem varjenju v slovenskih livarnah in v drugi industriji (orodjarne, brizganje plastike, preoblikovanje, avtomobilska industrija, izdelava embalaže) so pokazale, da je orodju za tlačno litje, za brizganje plastike, za odrezavanje in preoblikovanje mogoče podaljšati življenjsko dobo tudi do polne življenjske dobe novega orodja. Prav tako je mogoče številne poškodovane strojne dele z laserjem sanirati in ponovno usposobiti za nadaljnje delo.
Več informacij daje TKC d.o.o. (041/684 751) iz Ljubljane.
*Fakulteta za strojništvo, Univerza v Ljubljani, Aškerčeva 6, 1000 Ljubljana
**TKC- Tehnološki konzultantski center, d.o.o., Trnovska 8, 1000 Ljubljnana

